Walk into a machining bay right after forged parts arrive from the forge shop. The parts are still rough. Edges thick. Surfaces uneven. Sometimes a thin layer of black oxide sits on the outside like burnt skin from the furnace.
This is where the next phase begins — machining.
Forging gives the metal strength. Machining gives the part accuracy. The two processes are tied together whether engineers like it or not.
But combining them isn’t always smooth.
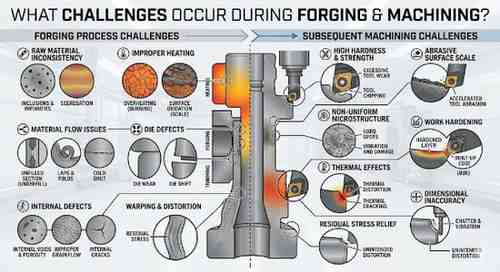
The stage known as forging machining — where forged parts are cut, drilled, turned, or milled into precise geometry — brings its own set of headaches. Some problems show up immediately. Others hide inside the metal until a cutting tool exposes them.
Anyone who has spent time around production lines knows this phase can turn simple jobs into complicated ones very quickly.
Forged Surfaces Are Never Perfect
Forged parts rarely come out with smooth, clean surfaces. The metal exits the dies hot and oxidized. Scale builds on the outside as the steel reacts with oxygen during heating.
That scale becomes a real nuisance during machining.
Cutting tools meeting this hard oxide layer experience sudden wear. Tool edges chip faster. Inserts lose sharpness earlier than expected.
Machining parameters that worked perfectly on clean steel may fail once scale enters the equation.
This is one of the first frustrations encountered in forging machining. The outer surface of the part behaves differently from the metal underneath it.
And if the oxide layer isn’t handled correctly, tool costs can rise very quickly.
Hard Spots Inside the Metal
Forged parts sometimes develop uneven hardness across their structure.
It happens for several reasons.
Uneven cooling after forging.
Temperature variations during heating.
Differences in deformation across the die cavity.
The result is a component where one region cuts smoothly while another suddenly feels much harder to the tool.
Machining operators notice it instantly. Cutting forces fluctuate. Surface finish becomes inconsistent. Tools dull faster when hitting these hardened zones.
For forging machining, hardness variation becomes one of the most unpredictable challenges because it cannot always be seen from the outside.
Only the cutting tool discovers it.
Dimensional Variations After Forging
Forging aims to get close to the final shape, but rarely reaches exact dimensions. Slight distortions can appear as the metal cools.
Heat changes everything in steel.
When the part leaves the die at extremely high temperature and begins cooling, internal stresses form. These stresses sometimes cause subtle warping.
That means the forged blank arriving at the machining center may not be perfectly aligned or symmetrical.
Machining programs designed around ideal geometry must suddenly adapt to small inconsistencies.
Clamping becomes tricky. Tool paths require adjustment. Some features may need additional passes to reach the final tolerance.
Handling dimensional variation is a routine part of forging machining, especially when dealing with larger components.
Tool Wear Happens Faster
Forged materials tend to be tougher than regular bar stock.
That’s actually the point of forging — creating stronger internal grain structures. But that strength also means cutting tools face more resistance during machining.
Tougher metal means higher cutting forces. Higher forces mean faster tool wear.
The machining inserts may need more frequent replacement than when working with softer materials.
In the world of forging machining operations, tool management is always a balancing act.
Surface Scale Can Damage Equipment
Oxide scale doesn’t just affect cutting tools.
Small flakes of scale sometimes break off during machining and enter the cutting zone. These particles are extremely abrasive.
When trapped between tool and metal surface, they can scratch finished areas or damage cutting edges.
Machine components like guideways and coolant systems also suffer when scale particles circulate inside the machining environment.
Because of this, cleaning and preparation steps often become necessary before serious forging machining operations begin.
Sometimes simple blasting or surface treatment removes scale before the part reaches the machine.
Heat Treatment Adds Another Layer of Complexity
Many forged parts go through heat treatment before final machining.
Processes like quenching and tempering strengthen the metal even further. But they also increase hardness significantly.
Machining hardened steel requires specialized tools and slower cutting speeds.
Surface finishing becomes more difficult. Dimensional control becomes tighter.
When heat-treated parts enter the forging machining stage, machinists must adapt their entire cutting strategy.
What worked for softer metal earlier may no longer apply.
Residual Stress Inside the Component
Forging and heat treatment both introduce internal stresses inside the metal.
These stresses remain hidden until machining removes material from the part.
When metal is removed unevenly, the stress distribution inside the component changes. Sometimes the part shifts slightly during machining.
That shift can affect tolerances.
A shaft may bend slightly after one side is cut. A flange may move after internal material is removed.
Machinists dealing with forging machining must often plan multiple machining passes to gradually relieve internal stress instead of removing too much material at once.
Complex Shapes Increase Difficulty
Modern forged components are rarely simple cylinders or blocks.
Automotive parts, industrial couplings, and machinery components often include complex geometry — ribs, bosses, curved profiles, and internal cavities.
These shapes make machining more complicated.
Tool access becomes limited. Certain surfaces require special fixtures. Multi-axis machining may be necessary to reach difficult areas.
Complex geometry combined with tough forged metal pushes machining equipment to its limits.
This is why forging machining often requires advanced CNC machines capable of handling both strength and complexity.
Coordination Between Forge Shop and Machine Shop
One of the biggest challenges isn’t technical at all.
It’s coordination.
Forging and machining are often handled in separate departments. If communication between them breaks down, problems appear quickly.
Poor forging tolerances can increase machining time. Incorrect material handling can introduce distortions before machining even begins.
Manufacturers that integrate both operations under controlled production systems tend to handle these issues better.
Facilities such as Sendura Forge operate with structured workflows where forging and machining processes support each other instead of operating independently.
This coordination reduces surprises once parts reach the machining stage.
The Real Goal of Forging Machining
Despite all these challenges, the combination of forging and machining remains one of the most powerful manufacturing approaches in heavy engineering.
Forging builds strength.
Machining builds precision.
When both processes work together properly, the result is a component that combines structural durability with dimensional accuracy.
Handling the complications inside forging machining simply becomes part of producing parts capable of surviving real industrial stress.
Because in the end, the machines those parts go into don’t care how easy the manufacturing process was.
They only care whether the component holds up when the load arrives.